冲压生产设备拥有400T、300T、250T、200T、160T、150T、110T、80T、60T不同型号进口的冲床共计42台,川崎・日本产、沁峰・国产的机器人共计38台、冲压成型产品覆盖各类打印机、复印机、汽车成型部件、金融部件。


400T~300T順送冲压车间 小松・400T顺送冲床


小松・300T顺送冲床 欧立美克・顺送送料机


顺送模内攻牙机 SEYI・200T~60T单发冲压车间


400T~250T单发冲压车间 WETORI・400T油压单发冲床


AIDA・300T~250T单发冲床 川崎・50KG机器人冲压生产线


川崎・10KG机器人冲压生产线 沁峰・5KG机器人冲压生产线


瑞源勋600B・数控铆接机 瑞源勋・数控攻丝机


伺服多轴攻牙机 伺服分度盘攻牙机

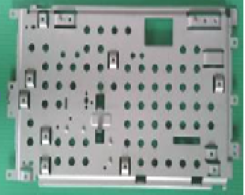
洁盟・全自动超声波清洗机 顺送冲压产品・电源底板~
多步骤加工,一机成型,生
产效率高

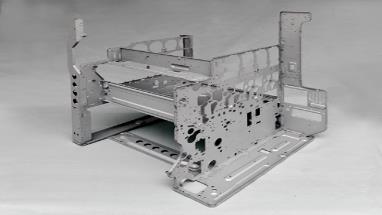
顺送冲压类产品・除静电部 油压冲压类产品・ATM机底
品~材料厚度仅0.1,齿先 板~产品尺寸大(1200*
端要求R0.05以下。采用无 500),底面有多处拉伸,采
小碎料加工方式生产,避免 用400T油压机生产,确保产
了跳废料导致的打痕等品质 品平面度等尺寸精度要求
不良【此技术已申请专利】

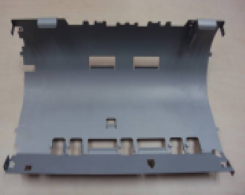
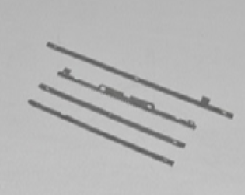
单发冲压产品・拨叉~材料 单发冲压类产品・通纸面零
厚度6.0,对模具强度要求 件~圆弧类产品弧度大、过
严格。两端要求加工成圆 纸面精度要求高
形,圆侧面还需加工圆形通
孔。采用冲压、锻压、车削
等多工艺制造而成

数控铆接类产品・打印机复 数控攻牙类产品・螺纹精度
印机驱动单元~使用NC铆接 达到TAS(日本工具工业会
机铆接,铆接后轴的根、先 规格)标准,产品料厚
端位置度要求0.2MM以内, T=0.6~6.0MM攻牙产品,多
各轴的相对位置度要求 牙孔一次加工完成
0.1MM以内